
Substrate, paint, and material thickness are undoubtedly crucial factors in product quality; however, there are additional things that can be done during the metal panel manufacturing process that directly improves product quality.

Warm forming
The process of roll forming coils into metal panels can introduce stress and ultimately cracks to both the paint and substrate. Microfracturing, tension bend cracking, or minute fracturing are other common names for this phenomenon.
These microscopic fractures enable moisture to penetrate the coatings and ultimately come in contact with the raw steel. As a result, rust can form along roll-formed edges on tight radius bends. To learn more about this topic, check out this bulletin from one of the major suppliers of quality steel substrates, US Steel.
Warm forming (also called thermoforming) is one way to avoid this phenomenon. During the warm forming process, the material is heated to 120°F to 170°F using infrared heaters before entering the forming rolls. Warm forming heats the coil, so the coatings are softer and more flexible, eliminating micro fractures. Consequently, warm forming is an incredibly effective path to increased panel performance.
Warm forming is especially effective on harder coating types. Based on their composition, Silicone Modified Polyester (SMP) coatings are more brittle and prone to micro-fracture during the roll forming process.
Consequently, warm forming is especially advantageous for SMP product families. Conversely, softer PVDF (Kynar 500) paint systems do not require warm-forming.
Bottom line: If you’re using an SMP-painted product, understand that thermoforming technologies improve long-term product performance. It’s also important to realize that thermoforming technologies are especially advantageous in cooler climates.
For projects located in the northern region, warm-forming can indeed be a game-changer. The technology is a significant capital expenditure and offered by very few national players and few, if any, regional manufacturers.
At McElroy Metal, we’re proud to provide this technology for our Max-Rib 100 and Max-Rib II panels and believe it’s just one more way we show commitment to our customers.
Edge Coatings
Metal panels are cut to length during the manufacturing process. The shearing process exposes the raw steel to the elements. After panel production, a clear coat rust inhibitor is applied to the panels’ ends by some manufacturers. These edge coatings protect the cut edge and effectively reduce rust, as seen in the image below.
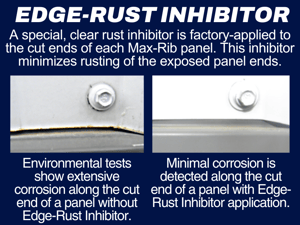 Bottom line: If eliminating edge rust on your post frame project is important, ask your manufacturer about the availability of edge coatings.
Bottom line: If eliminating edge rust on your post frame project is important, ask your manufacturer about the availability of edge coatings.
While you should always inquire, don’t be surprised if you’re told they are not available.
To our knowledge, McElroy Metal is the only national or regional manufacturer offering factory-applied edge coatings for post frame wall and roofing panels.
Tooling Quality
There are different quality levels on virtually everything we buy, from laundry detergent to furniture and automobiles. The same holds for the roll forming equipment and tooling used to produce metal roofing and siding panels. When panel manufacturers order equipment, they have options ranging from top of the line to basic, with costs that vary widely as well.
For example, national manufacturers routinely spend between $800,000-$900,000 for roll forming equipment and tooling to produce a typical agricultural 3’ wide panel, while many regional manufacturers often spend as little as $200,000 for equipment to produce a similar product.
As you might expect, while the machinery that both regional and national manufacturers purchase may “look” the same, the panels made on them are vastly different. The quality of the end product is quite different as well.
Given their desire to provide the highest quality products, national manufacturers typically purchase the highest quality roll forming equipment and tooling available. In contrast, regional manufacturers tend to buy equipment on the middle and even low end of the quality scale.
As a result, you can commonly expect panels produced by national manufacturers to offer: reduced oil canning, improved panel squareness, enhanced panel shapes, and even crispness of both major and minor ribs. Reduced panel flare is an excellent example of improved panel quality due to national manufacturers’ tooling quality.
Reduced Panel Flare
Short panels can be prone to what is called panel flare. As you might assume from the name, panel flare occurs when the panel coverage grows wider than intended. While panel flare isn’t an issue for all building conditions, it can be especially troublesome in wainscott conditions.
 In case you aren’t familiar with the term, wainscott conditions involve using two different colored wall panels to create visual interest for projects.
In case you aren’t familiar with the term, wainscott conditions involve using two different colored wall panels to create visual interest for projects.
Between the short panel length of the lower wall panels and the fact that the small trim piece doesn’t provide much of a visual break between the lower and upper panels, even a good contractor can struggle to create the desired straight vertical line in wainscott applications when panel flare rears its head. Panel flare can also be an issue for contractors that like to ensure the major ribs line up perfectly from their roof to wall panels.
Some national manufacturers, like McElroy Metal, have made tooling modifications that drastically reduce panel flare, while most regional manufacturers routinely accept it as a necessary evil. Consequently, contractors working with regional manufacturers often spend extra installation time trying to make different-width panels line up. Certainly not an easy task and one that can wreak havoc on a project budget in a hurry!
Conversely, contractors working with national manufacturers often save considerable time (and headaches) due to the priority on customer satisfaction and investment that national manufacturers have made to reduce panel flare.
Tooling Maintenance
Panel roll formers are machines, and like any other machinery, they require ongoing maintenance. Historically national manufacturers use structured (and proactive!) approaches to tooling maintenance to ensure both panel quality and also to minimize unexpected breakdowns.
Conversely, to minimize both capital expenses and mill downtime, many regional roll formers tend to approach maintenance from a reactive position instead of a proactive one.
An excellent example of this is the sharpening of the panel shear. When the shear blades aren’t properly maintained and sharpened, instead of making a nice clean cut for panel length, the cuts can become jagged and create a burr of sorts on the cut end of the panel. These burrs can then scratch the panel under them as they are stacked in the bundle during production.
With lines running 200’ a minute, an operator has little chance to notice that it’s happening. More often than not, your crew identifies the problem once onsite and ready to install panels. Needless to say, at that point, schedules are thrown out the window, and frustrations build.
Bottom line: Savvy contractors realize while product cost is certainly important, things like panel flare, length control, and tooling maintenance all directly impact their crew’s ability to efficiently install products, maintain schedules and maximize profitability.
Consequently, when evaluating national and regional manufacturers, serious consideration should be given to these capabilities.




.png?width=440&height=293&name=How%20to%20Install%20Metal%20Roofing%20Over%20Existing%20Metal%20Roofs%20(1).png)


Comments on this article:
Scroll down to the bottom to submit a comment and join the conversation. Need help or have a question? Please contact us. Looking for a distributor or contractor? Please click here to get started.